 ň{…ęáÝ≥ĪÔLŇģ…ŮĻĚPPTń£įŚ
ň{…ęáÝ≥ĪÔLŇģ…ŮĻĚPPTń£įŚ 2021÷–—ŽĹõĚķĻ§◊ųēĢ◊hppt+‘≠őńÕ®łŚ
2021÷–—ŽĹõĚķĻ§◊ųēĢ◊hppt+‘≠őńÕ®łŚ «Ś–¬ÔLńÍĹKŅāĹYĻ§◊ųÖRąůPPTń£įŚ
«Ś–¬ÔLńÍĹKŅāĹYĻ§◊ųÖRąůPPTń£įŚ 2020ő®√ņ–«Ņ’Ī≥ĺįńÍĹKŅāĹYpptń£įŚ
2020ő®√ņ–«Ņ’Ī≥ĺįńÍĹKŅāĹYpptń£įŚ ÷–áÝÔLĻ§◊ųÖRąůŅāĹYPPTń£įŚÕ®”√įś5Ő◊’ŻļŌįś
÷–áÝÔLĻ§◊ųÖRąůŅāĹYPPTń£įŚÕ®”√įś5Ő◊’ŻļŌįś Ą”ĎBĺę√ņļÜľs÷–áÝÔLĻ§◊ųŅāĹY”čĄĚpptń£įŚļŌľĮ
Ą”ĎBĺę√ņļÜľs÷–áÝÔLĻ§◊ųŅāĹY”čĄĚpptń£įŚļŌľĮ C’Z—‘ŖxďŮĹYėč≥Ő–Ú‘O”čppt’nľĢ
C’Z—‘ŖxďŮĹYėč≥Ő–Ú‘O”čppt’nľĢ ļÜľsēr…– •’QĻĚĽÓĄ”≤ŖĄĚPPTń£įŚ
ļÜľsēr…– •’QĻĚĽÓĄ”≤ŖĄĚPPTń£įŚ »ňĹŐįś∂Ģń;ȅŌÉ‘°∂≤‹õ_∑QŌů°∑ppt’nľĢ
»ňĹŐįś∂Ģń;ȅŌÉ‘°∂≤‹õ_∑QŌů°∑ppt’nľĢ protel99seĽýĶAĹŐ≥Őppt’nľĢ
protel99seĽýĶAĹŐ≥Őppt’nľĢ







ĺé›čŁc‘u£ļ
≤…”√≥¨”≤≤ńŃŌĶ∂ĺŖļÕń•ĺŖ£¨ņŻ”√ń‹Ņ…ŅŅĶōĆć¨FłŖňŔŖ\Ą”ĶńłŖĺę∂»°ĘłŖ◊‘Ą”ĽĮļÕłŖ»Š–‘Ķń÷∆‘ž‘Oāš£¨“‘ŐŠłŖ«–ŌųňŔ∂»ĀŪŖ_ĶĹŐŠłŖ≤ńŃŌ«–≥ż¬ °Ęľ”Ļ§ĺę∂»ļÕľ”Ļ§Ŕ|ŃŅĶńŌ»ŖMľ”Ļ§ľľ–gĺÕ «≥¨łŖňŔľ”Ļ§ľľ–g£¨Ŗ@ņÔĶńppt’nľĢłŁľ”‘ĒľöĶń‘ŹŠĆŃňňŁĶń’ŻāÄ‘≠ņŪ°£
≥¨łŖňŔľ”Ļ§ľľ–gpptąD∆¨ÓA”[








≥¨łŖňŔľ”Ļ§ľľ–gĶńģa…ķĪ≥ĺį
≥¨łŖňŔ«–ŌųôCī≤ «Ćć¨FłŖňŔ°Ę≥¨łŖňŔ«–ŌųĶńĪō≤ĽŅ……ŔĶń‘Oāš°£≥¨łŖňŔôCī≤”–“‘Ō¬őŚŪóĽýĪĺ“™«ů£ļ≥¨łŖňŔĶń÷ų›S≤ŅľĢ°ĘŅžňŔŪĎĎ™ĶńĒĶŅōŌĶĹy°ĘŅžňŔĶńŖMĹo≤ŅľĢ°ĘĄ”°Ęžo°ĘüŠĄā∂»ļ√ĶńôCī≤÷ß≥–≤ŅľĢ°ĘłŖČļīůŃųŃŅáä…šĶńņšÖsŌĶĹyļÕį≤»ę—b÷√°£
÷ų›S≤ŅľĢ
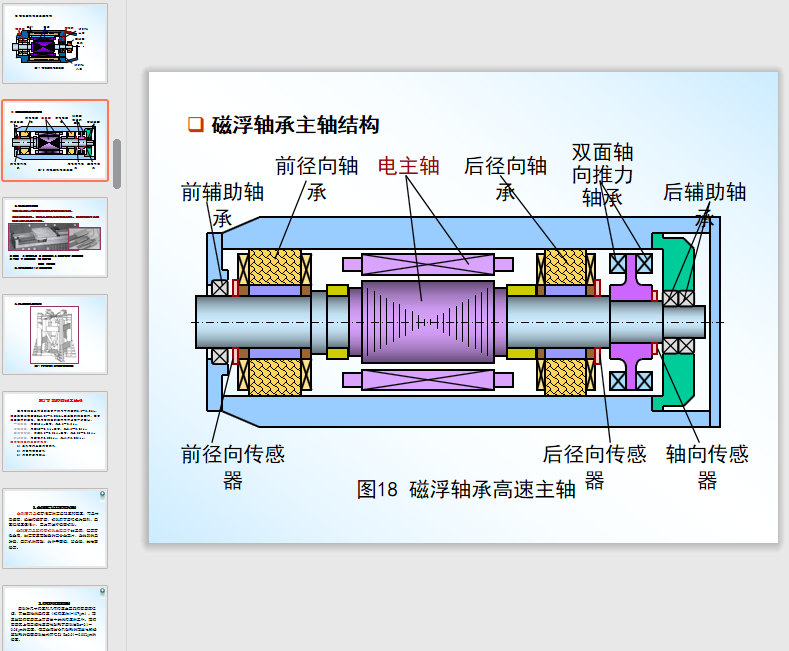
Žä÷ų›SļÕ“‘«į”√”ŕÉ»ąAń•ī≤ĶńÉ»—b ĹŽäôC÷ų›S”–ļ‹īůĶńÖ^Ąe£¨÷ų“™ĪŪ¨F‘ŕ£ļ”–ļ‹īůĶńÚĆĄ”Ļ¶¬ ļÕҧĺō £Ľ”–›^ĆíĶń’{ňŔ∑∂áķ £Ľ”–“ĽŌĶŃ–ĪOŅō÷ų›S’ŮĄ”°Ę›S≥–ļÕŽäôCúō…żĶ»Ŗ\––ÖĘĒĶĶńāųł–∆ų°Ęúy‘áŅō÷∆ļÕąůĺĮŌĶĹy£¨“‘ī_Ī£÷ų›S≥¨łŖňŔŖ\řDĶńŅ…ŅŅ–‘Ňcį≤»ę–‘°£
≥¨łŖňŔ÷ų›S≤…”√Ķń›S≥–”–ĚLĄ”›S≥–°Ęö‚ł°›S≥–°Ę“ļůwžoČļ›S≥–ļÕīŇł°›S≥–é◊∑N–ő Ĺ
ĒĶŅōŌĶĹy
≥¨łŖňŔ«–ŌųƶĒĶŅōŌĶĹyĶń“™«ů≤ĽĒŗŐŠłŖ£¨◊ÓĽýĪĺĶń“™«ů «Ī£◊CłŖĺę∂»°ĘłŖňŔ∂»°£ěťŃňŖmĎ™łŖňŔ£¨“™«ůÜőāÄ≥Ő–Ú∂őŐéņŪērťg∂Ő£ĽěťŃň‘ŕłŖňŔŌ¬Ī£◊Cľ”Ļ§ĺę∂»£¨“™”–«įūĀļÕīůŃŅĶń≥¨«į≥Ő–Ú∂őŐéņŪĻ¶ń‹£Ľ“™«ůŅžňŔ–ő≥…Ķ∂ĺŖ¬∑ŹĹ£¨īň¬∑ŹĹĎ™ĪMŅ…ń‹ąAĽ¨£¨◊Ŗė”ól«ķĺÄ∂Ý≤Ľ «÷ūŁcłķŘô£¨…ŔřD’ŘŁc°Ęüoľ‚řDŁc£Ľ≥Ő–Úň„∑®Ď™Ī£◊CłŖĺę∂»£ĽŇŲĶĹł…Ē_ń‹—łňŔ’{’Ż£¨Ī£≥÷ļŌņŪĶńŖMĹoňŔ∂»£¨Ī‹√‚Ķ∂ĺŖ’ŮĄ”Ķ»°£
ŖMĹoŌĶĹy
≥¨łŖňŔ«–Ōų‘ŕŐŠłŖ÷ų›SňŔ∂»ĶńÕ¨ērĪōŪöŐŠłŖŖMĹoňŔ∂»£¨≤Ę«““™«ůŖMĹoŖ\Ą”ń‹‘ŕň≤ērŖ_ĶĹłŖňŔļÕň≤ērú Õ£Ķ»°£≥¨łŖňŔ«–ŌųôCī≤ĶńŖMĹoŌĶĹy≤ĽÉH“™ń‹Ŗ_ĶĹļ‹łŖĶńŖMĹoňŔ∂»£¨ŖÄ“™«ůŖMĹoŌĶĹyĺŖ”–īůĶńľ”ňŔ∂»“‘ľįłŖĶń∂®őĽĺę∂»°£
÷ß≥–≤ŅľĢ
≥¨łŖňŔľ”Ļ§ôCī≤Ķń÷ß≥–÷∆‘žľľ–g «÷ł≥¨łŖňŔľ”Ļ§ôCī≤Ķń÷ß≥–ėčľĢ»Áī≤…Ū°ĘŃĘ÷ý°ĘŌšůw°ĘĻ§◊ųŇ_°ĘĶ◊◊ý°ĘÕ–įŚ°ĘĶ∂ľ‹Ķ»Ķń÷∆‘žľľ–g°£
”…”ŕ≥¨łŖňŔľ”Ļ§ôCī≤Õ¨ēr–Ť“™łŖ÷ų›SřDňŔ°ĘłŖŖMĹoňŔ∂»°ĘłŖľ”ňŔ∂»£¨”÷“™«ů”√”ŕłŖĺę∂»ĶńŃ„≤ŅľĢľ”Ļ§£¨“Ú∂ÝľĮ°į»żłŖ°Ī(łŖňŔ∂»°ĘłŖĺę∂»°ĘłŖĄā∂»)”ŕ“Ľ…ŪĺÕ≥…ěť≥¨łŖňŔľ”Ļ§ôCī≤Ķń◊Ó÷ų“™Őō’ų°£łŁŌ»ŖM°ĘłŁłŖňŔĶń÷ĪĺĎ䥔ôC“—Ĺõįl’Ļ∆ūĀŪ£¨ňŁŅ…“‘»°īķĚL÷ťĹzł‹āųĄ”£¨ŐŠĻ©łŁłŖĶńŖMĹoňŔ∂»ļÕłŁļ√Ķńľ”°ĘúpňŔŐō–‘°£
÷ĪĺÄŽäôC÷ĪĹ”ÚĆĄ”ĶńÉěŁc «£ļĘŔŅō÷∆Őō–‘ļ√°Ę‘Ų“śīů°ĘúĢĄ”–°£¨‘ŕłŖňŔŖ\Ą”÷–Ī£≥÷›^łŖőĽ“∆ĺę∂»£ĽĘŕłŖŖ\Ą”ňŔ∂»£¨“Úěť «÷ĪĹ”ÚĆĄ”£¨◊ÓīůŖMĹoňŔ∂»Ņ…łŖŖ_100°ę180 m/min£ĽĘŘłŖľ”ňŔ∂»£¨”…”ŕĹYėčļÜÜő°ĘŔ|ŃŅ›p£¨Ņ…Ćć¨FĶń◊Óīůľ”ňŔ∂»łŖŖ_2°ę10g£ĽĘ‹üoŌřŖ\Ą”ťL∂»£ĽĘ›∂®őĽĺę∂»ļÕłķŘôĺę∂»łŖ£¨“‘Ļ‚ĖŇ≥Ŗěť∂®őĽúyŃŅ‘™ľĢ£¨≤…”√ť]≠h∑īūĀŅō÷∆ŌĶĹy£¨Ļ§◊ųŇ_Ķń∂®őĽĺę∂»łŖŖ_0.1°ę0.01£ĽĘř∆ūĄ”Õ∆Ѷīů(Ņ…Ŗ_12000N)£ĽĘŖ”…”ŕüoāųĄ”≠hĻĚ£¨“Ú∂Ýüoń¶≤Ń°ĘüoÕý∑Ķ≥ŐŅ’Ō∂£¨«“Ŗ\Ą”∆Ĺ∑Ä
ņšÖsŌĶĹy
≥¨łŖňŔľ”Ļ§ēr£¨Īō»Ľģa…ķīůŃŅĶńłŖúōüŠ«––ľ£¨ĪōŪöį—ňŁ—łňŔŹńĻ§◊ųŇ_…ŌŇ™◊Ŗ£¨Ī‹√‚Ćß÷¬ôCī≤°ĘĻ§ľĢļÕĶ∂ĺŖģa…ķüŠ◊É–ő£¨“‘ľį∑ŃĶK«–Ōųľ”Ļ§Ķńņ^ņmŖM––
Ķ∂ĺŖŌĶĹy
≥¨łŖňŔ«–Ōųľ”Ļ§Ķ∂ĺŖŌĶĹy”…Ķ∂ĺŖ≤ńŃŌ°ĘĶ∂ĺŖé◊ļőĹ«∂»Ňc–ő†Ó°ĘĶ∂ůwĹYėčŇcĶ∂∆¨äAĺoĹYėč°ĘĶ∂ĺŖŇcôCī≤Ķń¬ďĹY°ĘĶ∂ĺŖĶńņšÖsľį«––ľĶń«Ś≥ż°ĘĶ∂ĺŖĻ§õrĪOŅōĶ»ĹM≥…
Ķ∂ĺŖŌĶĹyĺŖ”–»ÁŌ¬ŐōŁc£ļ
1°ĘĶ∂∆¨‘ŕĶ∂ůw…ŌĶń∂®őĽäAĺoņőĻŐ°Ęį≤»ę£¨Ķ∂ĺŖŇcôCī≤Ķń¬ďĹYŅ…ŅŅ
2°Ę≥¨łŖňŔ«–Ōųľ”Ļ§Ķń«–ŌųѶŽS÷Ý«–ŌųňŔ∂»ĶńŐŠłŖ∂ÝĹĶĶÕľs30%
3°Ę«–Ōųúō∂»ŽS÷Ý«–ŌųňŔ∂»ĶńŐŠłŖ∂Ý召żŐŠłŖ
4°ĘĶ∂ĺŖń•ďp÷ų“™”…«–Ōųúō∂»°ĘĶ∂ĺŖ°™«––ľ÷ģťgļÕĶ∂ĺŖ£≠Ļ§ľĢ÷ģťgĶńŌŗƶňŔ∂»õQ∂®Ķń
Ķ∂ĺŖ≤ńŃŌ
≥¨łŖňŔ«–Ōųľ”Ļ§“™«ůĶ∂ĺŖ≤ńŃŌŇcĪĽľ”Ļ§≤ńŃŌĶńĽĮĆW”HļŌѶ“™–°£¨≤Ę«“ĺŖ”–ÉěģźĶńôC–Ķ–‘ń‹°ĘüŠ∑Ä∂®–‘°ĘŅĻõ_ďŰ–‘ļÕńÕń•–‘ÕŅĆ”Ķ∂ĺŖ≤ńŃŌ°£ÕŅĆ”Ķ∂ĺŖÕ®Ŗ^‘ŕĶ∂ĺŖĽýůw…ŌÕŅł≤ĹūĆŔĽĮļŌőÔĪ°ń§£¨“‘ę@Ķ√ŖhłŖ”ŕĽýůwĶńĪŪ√ś”≤∂»ļÕÉěŃľĶń«–Ōų–‘ń‹ĹūĆŔŐ’ī…Ķ∂ĺŖ≤ńŃŌ°£ĹūĆŔŐ’ī…ĺŖ”–›^łŖĶń “úō”≤∂»°ĘłŖúō”≤∂»ľįŃľļ√ĶńńÕń•–‘Ő’ī…Ķ∂ĺŖ≤ńŃŌ°£Ő’ī…Ķ∂ĺŖ≤ńŃŌ÷ų“™”–—űĽĮšXĽýļÕĶ™ĽĮĻŤĽýÉ…īůÓź°£
PCDĶ∂ĺŖ≤ńŃŌ°£ PCD «‘ŕłŖúōłŖČļólľĢŌ¬Õ®Ŗ^ĹūĆŔĹYļŌĄ©(»ÁCoĶ»)ĆĘĹūĄā ĮőĘ∑ŘĺŘļŌ∂Ý≥…Ķń∂ŗĺß≤ńŃŌ£Ľ
CBNĶ∂ĺŖ≤ńŃŌ°£CBNĶ∂ĺŖĺŖ”–ėOłŖĶń”≤∂»ľįľt”≤–‘£¨Ņ…≥– ‹łŖ«–ŌųňŔ∂»£¨Ŗm”√”ŕ≥¨łŖňŔľ”Ļ§šďŤFÓźĻ§ľĢ£Ľ
«–ŌųôCī≤
ń•Ōųľ”Ļ§įī…į›ÜĺÄňŔ∂»VsĶńłŖĶÕŅ…∑÷ěť∆’Õ®ń•Ōų(Vs=30°ę40 m/s) ļÕłŖňŔń•Ōų(Vs°›45 m/s) É…Óź°£
ěťŃňŇc20 ņľo80 ńÍīķ“‘«įňŔ∂»≤Ľ≥¨Ŗ^80°ę120 m/s Ķń“Ľį„łŖňŔń•ŌųŌŗÖ^Ąe, Õ®≥£ĆĘňŔ∂»ěť∆’Õ®ń•ŌųňŔ∂»5 Ī∂“‘…Ō(ľīVs°›150 m/s) ĶńłŖňŔń•Ōų∑Qěť≥¨łŖňŔń•Ōų£®Super-High Speed Grinding ĽÚUltra-High Speed Grinding°£
≥¨łŖňŔľ”Ļ§ľľ–gĶńĎ™”√
łŖňŔ«–Ōųľ”Ļ§ńŅ«į÷ų“™”√”ŕ∆Ż‹áĻ§ėIīůŇķ…ķģa°ĘŽyľ”Ļ§≤ńŃŌ°Ę≥¨ĺę√‹őĘľö«–Ōų°ĘŹÕŽs«ķ√śľ”Ļ§Ķ»≤ĽÕ¨ĶńÓI”ÚļĹŅ’Ļ§ėI «łŖňŔľ”Ļ§Ķń÷ų“™Ď™”√––ėI£¨ÔwôC÷∆‘žÕ®≥£–Ť«–Ōųľ”Ļ§ťLšXļŌĹūŃ„ľĢ°ĘĪ°Ć”łĻįŚľĢĶ»£¨÷ĪĹ”≤…”√√ęŇųłŖňŔ«–Ōųľ”Ļ§£¨Ņ…≤Ľ‘Ŕ≤…”√„TĹ”Ļ§ňᣨŹń∂ÝĹĶĶÕÔwôC÷ōŃŅ°£ń£ĺŖ÷∆‘ž «łŖňŔľ”Ļ§ľľ–gĶń÷ų“™ ’“ś’Ŗ°£ģĒ≤…”√łŖřDňŔ°ĘłŖŖMĹo°ĘĶÕ«–Ōų…Ó∂»Ķńľ”Ļ§∑Ĺ∑®ēr£¨Ć¶ī„”≤šďń£ĺŖ–Õ«Ľľ”Ļ§Ņ…ę@Ķ√›^ľ—ĶńĪŪ√śŔ|ŃŅ£¨Ņ… °»•ļůņmĶńŽäľ”Ļ§ļÕ ÷Ļ§—–ń•Ķ»Ļ§–Ú°£
Őō…ęĹťĹB
Õ®≥£į—«–ŌųňŔ∂»Ī»≥£“éłŖ5°ę10Ī∂“‘…ŌĶń«–ŌųĹ–◊Ų≥¨łŖňŔ«–Ōų°£
≥¨łŖňŔ«–Ōųľ”Ļ§ĶńÉě‘Ĺ–‘”–“‘Ō¬é◊Łc£ļ
1°Ęľ”Ļ§–߬ łŖ°£łŖňŔ«–Ōųľ”Ļ§Ī»≥£“é«–Ōųľ”Ļ§Ķń«–ŌųňŔ∂»łŖ5°ę10Ī∂£Ľ
2°Ę«–ŌųѶ–°°£łŖňŔ«–Ōųľ”Ļ§«–ŌųѶ÷Ń…ŔŅ…ĹĶĶÕ30%£Ľ
3°ĘüŠ◊É–ő–°£Ľ
4°Ęľ”Ļ§ĺę∂»łŖ°Ęľ”Ļ§Ŕ|ŃŅļ√£Ľ
5°Ęľ”Ļ§Ŗ^≥Ő∑Ä∂®
6°Ęúp…Ŕļůņmľ”Ļ§Ļ§–Ú
7°ĘŃľļ√Ķńľľ–gĹõĚķ–ß“ś


 ņĹÁ◊Ó»ęĶń¬ŁÕ”Ń_Ņ®ppt”Ėĺö’nľĢÕÍ’Żįś
ņĹÁ◊Ó»ęĶń¬ŁÕ”Ń_Ņ®ppt”Ėĺö’nľĢÕÍ’Żįś ňľĺSĆßąD”õĎõÜő‘~ňŔ”õÜő‘~≥ű÷–1600‘~ppt√‚ŔMįś
ňľĺSĆßąD”õĎõÜő‘~ňŔ”õÜő‘~≥ű÷–1600‘~ppt√‚ŔMįś –°ĆW“ĽńÍľČĒĶĆW…ŌÉ‘Ĺ‚õQÜĖÓ}ppt’nľĢ42ŪďÕÍ’Żįś
–°ĆW“ĽńÍľČĒĶĆW…ŌÉ‘Ĺ‚õQÜĖÓ}ppt’nľĢ42ŪďÕÍ’Żįś ∆Ĺ’ZĹŁ»ňŃēĹŁ∆ĹŅāēÝ”õ”√ĶšŁh’ĢÕ®”√PPTń£įŚÕÍ’Żįś
∆Ĺ’ZĹŁ»ňŃēĹŁ∆ĹŅāēÝ”õ”√ĶšŁh’ĢÕ®”√PPTń£įŚÕÍ’Żįś ŌÚŐžłŤppt◊÷ůw Ļ”√ ÷É‘ppt√‚ŔMįś
ŌÚŐžłŤppt◊÷ůw Ļ”√ ÷É‘ppt√‚ŔMįś ŌÚŐžłŤppt‘O”č ÷É‘ppt√‚ŔMįśÕÍ’Żįś
ŌÚŐžłŤppt‘O”č ÷É‘ppt√‚ŔMįśÕÍ’Żįś ôC–Ķľ”Ļ§‘≠ņŪŇcĻ§ňápptÕÍ’ŻįśłŖ«Śįś
ôC–Ķľ”Ļ§‘≠ņŪŇcĻ§ňápptÕÍ’ŻįśłŖ«Śįś ôC–Ķľ”Ļ§Ļ§ňáĽýĶAÕÍ’ŻįśpptłŖ«Śįś
ôC–Ķľ”Ļ§Ļ§ňáĽýĶAÕÍ’ŻįśpptłŖ«Śįś ļķČŘň…◊‘Ą”Ņō÷∆‘≠ņŪĶŕ“Ľ’¬÷ŃĺŇ’¬÷vŃxppt√‚ŔMįśÕÍ’Żįś
ļķČŘň…◊‘Ą”Ņō÷∆‘≠ņŪĶŕ“Ľ’¬÷ŃĺŇ’¬÷vŃxppt√‚ŔMįśÕÍ’Żįś ŁhĹ®Łh’n ģĺŇĆ√őŚ÷–»ęēĢĆWŃēpptń£įŚ√‚ŔMįś41ŪďÕÍ’Żįś
ŁhĹ®Łh’n ģĺŇĆ√őŚ÷–»ęēĢĆWŃēpptń£įŚ√‚ŔMįś41ŪďÕÍ’Żįś ÍP”ŕľ”ŹäļÕłńŖM–¬ērīķéüĶ¬éüÔLĹ®‘OĶń“‚“äppt√‚ŔMįś32ŪďÕÍ’Żįś
ÍP”ŕľ”ŹäļÕłńŖM–¬ērīķéüĶ¬éüÔLĹ®‘OĶń“‚“äppt√‚ŔMįś32ŪďÕÍ’Żįś áÝľ“Ďó∑®»’ŰŖ»ęáÝ∑®÷∆–Żāų»’pptń£įŚ√‚ŔMįś
áÝľ“Ďó∑®»’ŰŖ»ęáÝ∑®÷∆–Żāų»’pptń£įŚ√‚ŔMįś ľt…ęŁhĹ®áÝľ“Ďó∑®»’–ŻāųĹŐ”żŇŗ”Ė’nľĢPPTń£įŚ√‚ŔMįś20ŪďłŖ«Śįś
ľt…ęŁhĹ®áÝľ“Ďó∑®»’–ŻāųĹŐ”żŇŗ”Ė’nľĢPPTń£įŚ√‚ŔMįś20ŪďłŖ«Śįś ľt…ęīůö‚Łh’nŁhĹ® ģĺŇĆ√őŚ÷–»ęēĢĹ‚◊xPPTń£įŚ√‚ŔMįśÕÍ’Żįś
ľt…ęīůö‚Łh’nŁhĹ® ģĺŇĆ√őŚ÷–»ęēĢĹ‚◊xPPTń£įŚ√‚ŔMįśÕÍ’Żįś «ŗ…ŔńÍ–°ĆW…ķ∑®÷∆ĹŐ”żppt’nľĢ√‚ŔMįśĻ≤4įś
«ŗ…ŔńÍ–°ĆW…ķ∑®÷∆ĹŐ”żppt’nľĢ√‚ŔMįśĻ≤4įś ŃģĚćļ√ľ“ÔLpptń£įŚīůö‚ľtįŁ√‚ŔMįśÕÍ’Żįś
ŃģĚćļ√ľ“ÔLpptń£įŚīůö‚ľtįŁ√‚ŔMįśÕÍ’Żįś ľtįŁÖĖ––ĻĚľs∑īƶņňŔMpptń£įŚ√‚ŔMįśłŖ«Śįś
ľtįŁÖĖ––ĻĚľs∑īƶņňŔMpptń£įŚ√‚ŔMįśłŖ«Śįś Ō≤ŅīĶĺ›ń«ß÷ōņňpptĹŐįł√‚ŔMįś–¬įśĻ≤»żŐ◊
Ō≤ŅīĶĺ›ń«ß÷ōņňpptĹŐįł√‚ŔMįś–¬įśĻ≤»żŐ◊ īů–°£ļ 23.0M
īů–°£ļ 23.0M




 Łh’nPPT’nľĢń£įŚ
Łh’nPPT’nľĢń£įŚ łŖ÷–…ķőÔĪō–ř“Ľppt’nľĢ»ęŐ◊
łŖ÷–…ķőÔĪō–ř“Ľppt’nľĢ»ęŐ◊ †IšN≤ŖĄĚ
†IšN≤ŖĄĚ …ŐĄ’řkĻęPPT
…ŐĄ’řkĻęPPT Ļ§◊ųŅāĹY
Ļ§◊ųŅāĹY ”◊Éļą@īůįŗ∆ī“Ű’nľĢppt
”◊Éļą@īůįŗ∆ī“Ű’nľĢppt
 ľöįŻĶńőÔŔ|›Ē»ŽļÕ›Ē≥ŲPPT
ľöįŻĶńőÔŔ|›Ē»ŽļÕ›Ē≥ŲPPT
 ľöįŻĶń…ķ√Łöv≥ŐĹŐĆWppt’nľĢ
ľöįŻĶń…ķ√Łöv≥ŐĹŐĆWppt’nľĢ
 łŖ÷–…ķőÔľöįŻĶńĽýĪĺĹYėčppt’nľĢ
łŖ÷–…ķőÔľöįŻĶńĽýĪĺĹYėčppt’nľĢ
üŠťT‘u’ď
◊Ó–¬‘u’ď